| Усиливаем оппозитный двигатель EJ 205 |
|
|
Этим мануалом начинаем серию материалов о селективном ремонте оппозитного двигателя EJ 205 автомобиля Subaru. Мы рассмотрим вариант, который интересует людей чаще всего, — как реализуется концепция подготовки двигателя под ключ. Остановимся на самых важных этапах, в этом нам помогут специалисты компании УРТ („Успенский Ралли Техника").
Subaru Impreza 2 л, 1999 г.в. Вид работ: селективный ремонт ДВС Уровень сложности: высокий Стоимость: 56 000 р. (без стоимости гильзовки); 52 000 р. (гильзовка) Затраченное время: 3-4 дня
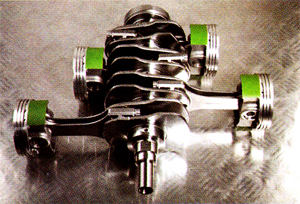
Причины обращения клиента 1. Высокий расход масла. 2. Желание увеличить крутящий момент. Предварительная диагностика 1. Лик-тест: высокие утечки по цилиндропоршневой группе. 2. Осмотр эндоскопом: на цилиндрах следы прорыва газов из камеры сгорания (неправильная геометрия цилиндра, сильный износ поршневых колец), следы износа (задиры) цилиндра в месте работы юбки поршня. Разборка, дефектовка ДВС Размер поршней: +0,5 мм к стоку (т.е. поршни установлены с максимально допустимым ремонтным размером). Большая эллипсность цилиндра: от 0,06 мм в верхней мертвой точке (BMT) до 0,1 в зоне перекладки колец. Вердикт: цилиндры требуют ремонта. Так как цилиндр расточен в максимально допустимый размер, решено установить другие гильзы с приданием блоку дополнительной жесткости. Концепция доработки ДВС или пожелания клиента 1. Большой ресурс и надежность. 2. Высокий крутящий момент. 3. Быстрый отклик на педаль газа. 4. Городская эксплуатация с возможностью выезда на кольцевую трассу. Подбор комплектующих Чтобы добиться увеличения мощности и обеспечения длительного ресурса ДВС, инженеры компании подбирают соответствующие комплектующие и дорабатывают детали двигателя, не подлежащие замене. Для этого конкретного мотора была разработана конфигурация и составлен список необходимых деталей. Список деталей Поршни Cosworth, шатуны Cosworth, гильзы Darton, коленчатый вал STi от мотора 2,5, шпильки ГБЦ ARP, турбина IHI VF36 twinscroll, выпускной коллектор Kakumei.
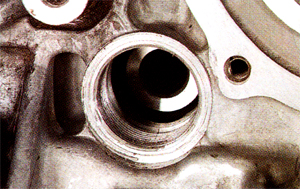
1 этап: блок цилиндров
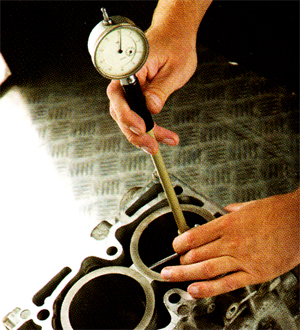
1. Промеряем юбку поршня микрометром и задаем размер, в который будут отхонингованы гильзы в блоке цилиндров.
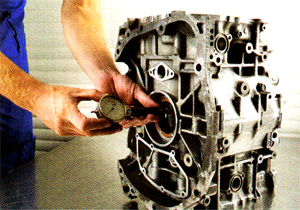
2. Вырезаем из блока цилиндров стандартную изношенную гильзу, растачиваем блок с натягом 0,05-0,07 мм под новую гильзу и устанавливаем ее в блок, предварительно создав большую разницу в температуре между ней и блоком (блок разогреваем, гильзу охлаждаем). Далее растачиваем и хонингуем в нужный нам размер. Гильза устанавливается с преднатягом. [!] ПРОЦЕСС ПОДГОТОВКИ БЛОКА ЦИЛИНДРОВ (ГИЛЬЗОВКА) НАМЕРЕННО ОПИСАН НАМИ В УПРОЩЕННОМ ВИДЕ. ЗАТРОНУТЫ ТОЛЬКО ПИКОВЫЕ МОМЕНТЫ, ОПИСАНИЕ ПОЛНОЙ ТЕХНОЛОГИИ ТРЕБУЕТ ОТДЕЛЬНОГО РАЗВЕРНУТОГО МАТЕРИАЛА НА ЭТУ ТЕМУ.
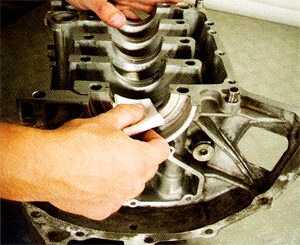
3. Подготавливаем блок цилиндров к установке вкладышей, для этого берем безворсовую ветошь и удаляем все оставшиеся загрязнения после мойки.
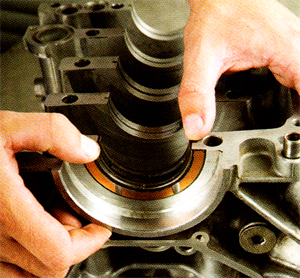
4. Устанавливаем вкладыши Cosworth Size 1 в блок цилиндров (это проверочные вкладыши, по ним проводим измерения).
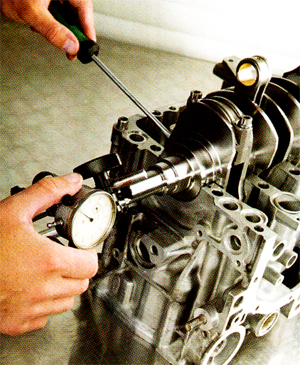
5. Аккуратно опускаем заранее подготовленный коленчатый вал (отмытый, с продутыми масляными каналами), чтобы не повредить вкладыши. Далее устанавливаем индикаторную стойку. Измеряем осевой люфт коленчатого вала (осевой люфт составляет 0,08 мм — это в норме допуска).
6. Снимаем коленчатый вал, наносим на болты смазку снижающую трение и собираем блок с установленными вкладышами.
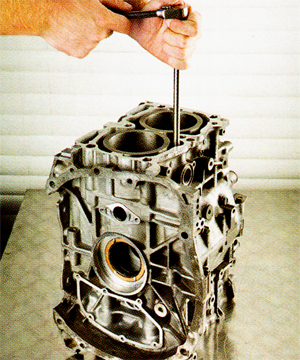
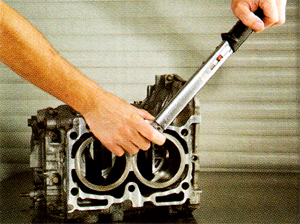
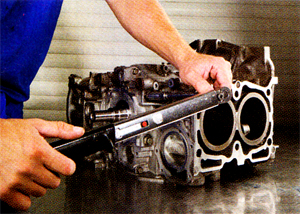
7. Берем 12-гранную головку на 12 мм, удлинитель, динамометрический ключ 3/8 и затягиваем болты, моментом в несколько этапов.
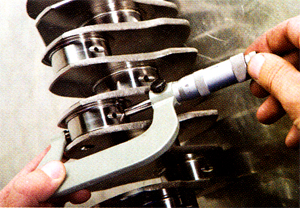
8. Для измерения коренных шеек коленчатого вала используем микрометр. Каждая шейка промеряется отдельно.
9. Используя микрометрический нутромер, замеряем постель коренных вкладышей. По завершению данного этапа измерительной работы принимаем решения, какой размер вкладышей использовать. Устанавливаем выбранные вкладыши и еще раз проводим вышеперечисленные измерения.
10. Подготавливаем шатун для установки вкладыша (протираем безворсовой ветошью).
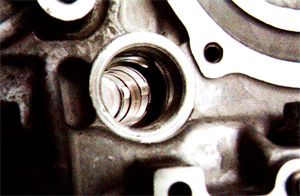
11. Устанавливаем шатунные вкладыши.
12. Микрометром измеряем размер шатунной шейки коленчатого вала.
13. Наносим на болты смазку снижающую трение и затягиваем их динамометрическим ключом в два этапа. Вычисляем толщину вкладышей по показаниям нутромера. По завершению данного этапа измерительной работы принимаем решения, какой размер вкладышей использовать. Устанавливаем выбранные вкладыши и еще раз проводим вышеперечисленные измерения.
14. Наносим сборочное масло на вкладыши и устанавливаем шатуны на коленчатый вал. Затягиваем болты моментом таким же, как при измерениях.
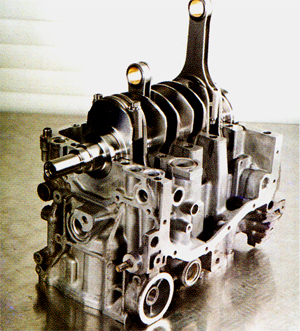
15. Обезжириваем привалочные поверхности правого полублока, наносим сборочное масло на вкладыши и аккуратно устанавливаем коленчатый вал.
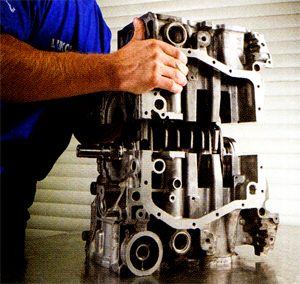
16. Ставим уплотнительные кольца на правый полублок и наносим герметик. Обезжириваем привалочную поверхность левого полублока, наносим сборочное масло на вкладыши. Соединяем полублоки вместе, придерживая шатуны второго и четвертого цилиндра в верхнем положении.
17. Динамометрическим ключом затягиваем болты моментом таким же, как при измерениях
18. Проверяем и подгоняем зазор в поршневых кольцах и устанавливаем их на поршень, разведя зазор на 120 градусов.
19. Устанавливаем на поршень стопорное кольцо поршневого пальца с противоположной стороны монтажного отверстия в блоке. Обильно смазываем поршень и цилиндр сборочным маслом. Аккуратно опускаем поршень в цилиндр до поршневых колец.
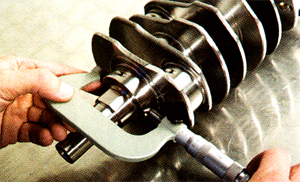
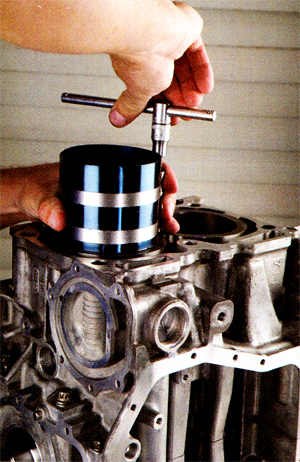
20. Стягиваем поршневые кольца обжимкой поршневых колец.
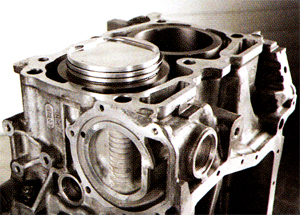
21. Аккуратно постукивая, задвигаем поршень в цилиндр.
22. Поворачиваем коленвал так, чтобы шатун встал в нижнюю мертвую точку, и совмещаем верхнюю головку шатуна с отверстием поршневого пальца.
23. Смазываем поршневой палец сборочным маслом и устанавливаем его в поршень и шатун. Далее ставится стопорное кольцо.
24. Повторяем вышеперечисленное с тремя оставшимися поршнями.
Примечания:
Автор: Дмитрий Колотилин Фото: Дмитрий Колотилин, Алексей Трошкин
С Уважением, Impreza Club |